

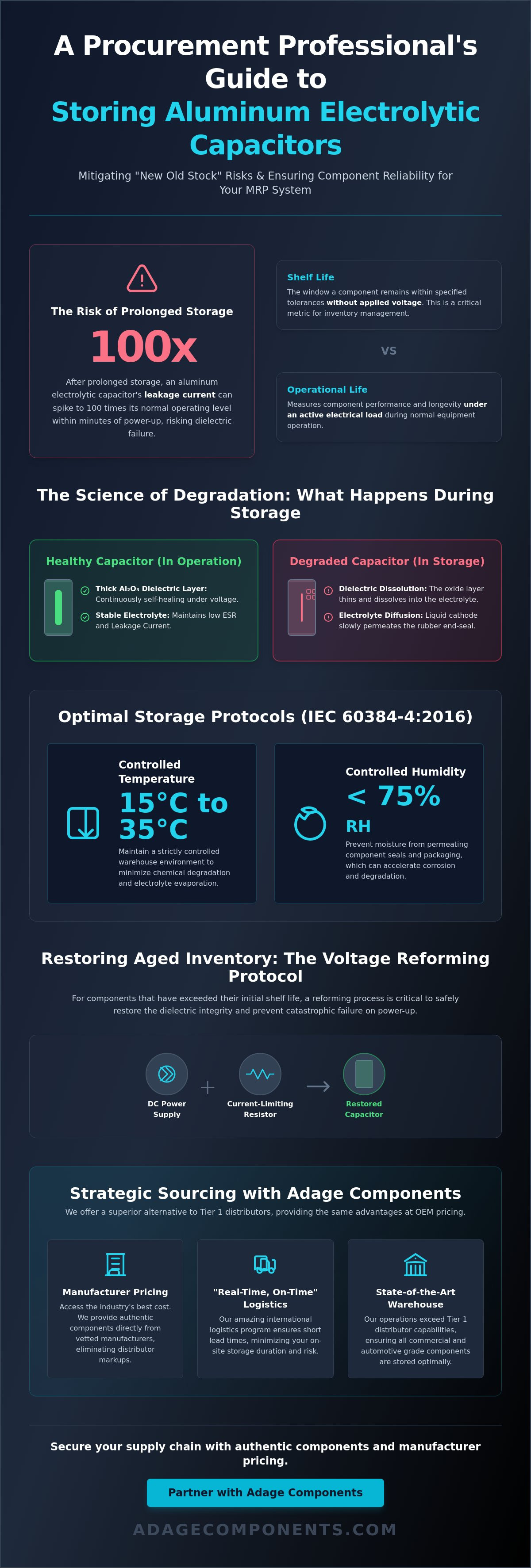
Did you know that after prolonged storage, an aluminum electrolytic capacitor's leakage current can spike to 100 times its normal operating level within the first few minutes of power-up? In the high-stakes world of industrial procurement, you understand that "new old stock" is more than a logistical headache; it's a threat to component reliability. Adage Components offers the best cost in the industry by providing manufacturer pricing and technical expertise on the best practices for storing electrolytic capacitors. We ensure your supply chain remains resilient through meticulous attention to detail and state-of-the-art warehouse operations that exceed the capabilities of many Tier 1 distributors.
Mastering these storage protocols is essential to prevent dielectric failure and minimize scrap rates. You need a partner who treats component shelf life as a critical logistical risk-mitigation strategy. This guide provides a professional briefing on the technical requirements for aged inventory management. We'll cover the IEC 60384-4:2016 standards, including strict environmental controls like maintaining temperatures between 5°C and 35°C and humidity below 75%. You'll learn how to implement a rigorous storage protocol and execute the reforming processes necessary to ensure your commercial and automotive grade components integrate seamlessly with your production MRP systems.
Key Takeaways
- Distinguish between shelf life and operational life to optimize inventory turnover and prevent field failures caused by aged components.
- Understand the chemical dissolution of the aluminum oxide dielectric layer and electrolyte diffusion to identify the root causes of storage-related degradation.
- Implement best practices for storing electrolytic capacitors by maintaining a strictly controlled warehouse environment between 15°C and 35°C with humidity levels below 75% RH.
- Execute standardized voltage reforming protocols using current-limiting resistors to safely restore the dielectric integrity of components that have exceeded their initial shelf life.
- Leverage Adage Components’ manufacturer pricing and "real-time, on-time" logistics program to minimize on-site storage duration and seamlessly integrate with your production MRP system.
Understanding the Criticality of Electrolytic Capacitor Shelf Life
Shelf life represents the window during which a component remains within its specified electrical tolerances without an applied voltage. It's distinct from operational life, which measures performance under active load. For procurement officers, understanding this distinction is the first step toward implementing best practices for storing electrolytic capacitors. Adage Components serves as a strategic partner, offering manufacturer pricing that allows for leaner, more efficient inventory cycles than typical Tier 1 distributors. Our amazing international logistics program ensures that your components arrive fresh, minimizing the duration they sit in a warehouse environment.
To better understand the physical changes that occur when these components are stored for long periods, watch this technical overview:
Why Aluminum Electrolytic Capacitors are Unique
An Electrolytic capacitor is a complex chemical system. Unlike ceramic or film alternatives, these parts utilize a liquid electrolyte as the cathode. This liquid is susceptible to evaporation and diffusion through the capacitor's rubber seal over time. During active operation, the aluminum oxide (Al2O3) dielectric layer undergoes a continuous self-healing process. Storage halts this chemical regeneration. Without voltage, the dielectric layer begins to thin and dissolve into the electrolyte. This degradation is a primary reason why "New Old Stock" (NOS) components pose a significant risk in 2026, especially as supply chains recover from previous delays and older inventory resurfaces in the market.
The Procurement Risk of Improper Storage
Poor storage conditions lead to measurable performance shifts. You'll see increased Leakage Current (LC) and spikes in Equivalent Series Resistance (ESR). These aren't just theoretical numbers on a datasheet. They translate directly into lower production yields and expensive rework for EMS providers. In extreme cases, using degraded components can lead to "capacitor plague" or premature field failure, which destroys brand reliability for Tier 1 manufacturers. Adage Components mitigates these risks by utilizing a state-of-the-art warehouse and sourcing only from vetted manufacturers. We offer both commercial and automotive grade components that meet all ISO certifications. By integrating directly with your MRP system, we provide a bridge between a fragmented marketplace and your specific production needs, ensuring you never have to rely on unverified, aged inventory. Following the best practices for storing electrolytic capacitors is the only way to guarantee long-term component integrity.
The Science of Degradation: What Happens During Storage?
Aluminum electrolytic capacitors are not static components. They're dynamic chemical systems where the dielectric integrity depends on a delicate equilibrium. When you store these parts, you aren't just pausing their use; you're initiating a slow chemical dissolution. The aluminum oxide (Al2O3) dielectric layer, which provides the necessary insulation, begins to react with the liquid electrolyte. Without a polarizing voltage to maintain the layer's thickness, the oxide gradually thins and dissolves. Adage Components understands that managing this degradation is a core part of the best practices for storing electrolytic capacitors, ensuring our partners receive components that perform to specification.
The rubber end-seals of these capacitors aren't perfectly hermetic. Electrolyte diffusion is a constant threat, as the liquid cathode slowly permeates the seal material. Atmospheric pressure also influences this process. Variations in pressure can create a differential that stresses the seal, potentially accelerating the loss of electrolyte. While many procurement teams treat the two year shelf life as a hard expiration date, it's actually a guideline based on these diffusion rates. Depending on the specific chemistry, such as conductive polymer hybrids which typically have a two year limit or solid polymers that last three years, the actual window of reliability can vary based on storage precision.
Dielectric Thinning and Leakage Current
The primary consequence of dielectric thinning is a dramatic rise in leakage current. When you apply voltage after long term storage, the weakened oxide layer can't effectively block the flow of electrons. Research indicates that leakage current can spike to 100 times its normal operating level during the first few minutes of power-up. Leakage Current is the small amount of energy that flows through the insulator. If this current is too high, it leads to localized heating and potential component failure. We mitigate these risks by sourcing from vetted manufacturers who prioritize high purity materials for their dielectric layers.
Electrolyte Evaporation and ESR Spikes
Temperature is the most aggressive catalyst for degradation. High storage temperatures increase the vapor transmission rate through the rubber end-seals. As the electrolyte evaporates, the capacitor's internal resistance rises. This manifests as a spike in Equivalent Series Resistance (ESR), which reduces the component's ability to handle ripple current and increases thermal stress during operation. This thermal wear-out mechanism is why Adage Components utilizes a state-of-the-art warehouse to maintain strict environmental controls. By choosing us, you access manufacturer pricing and an amazing international logistics program that prioritizes component health. You can view our authentic, high performance options by browsing our linecard of commercial and automotive grade components.
Optimal Environmental Controls for Industrial Storage
Adage Components operates a state-of-the-art warehouse where environmental precision is the standard, not the exception. We recognize that industrial procurement teams need more than just a vendor; they need a partner capable of executing the best practices for storing electrolytic capacitors at a scale Tier 1 distributors often struggle to match. Our facilities prioritize a temperature window of 15°C to 35°C. This specific range is critical for bulk storage to stabilize the internal chemical equilibrium of the components we supply and prevent the accelerated aging that occurs in less controlled environments.
Applying Arrhenius Law, we know that chemical degradation rates can effectively double with every 10°C rise in ambient temperature. By keeping temperatures strictly controlled, we preserve the dielectric integrity of both commercial and automotive grade components. This level of precision is why we can offer manufacturer pricing without compromising on the reliability your production line demands. Our logistics program ensures that these standards are maintained throughout the supply chain, getting products to your facility in real time and on time.
Temperature and Humidity Management
Humidity management is equally vital to component health. We keep relative humidity (RH) below 75% to prevent lead oxidation and ensure long term solderability. Risks of condensation in high humidity environments are high, often leading to terminal corrosion that can't be reversed. Much like identifying the signs of hard water damage with A Clear Alternative helps homeowners protect their plumbing, utilizing moisture barrier bags (MBBs) and desiccant packs for sensitive lots protects your electronic inventory from irreversible environmental degradation. We also include humidity indicator cards (HICs) to provide a transparent audit trail for your quality assurance teams, ensuring seamless integration with your MRP system and compliance with all ISO certifications.
Atmospheric and Chemical Hazards
A truly controlled environment must be halogen free and ozone free. Prohibited gases include hydrogen sulfide, sulfurous acid, nitrous acid, and chlorine. These chemicals cause rapid corrosion of the aluminum foil and terminals, leading to catastrophic failure. We also protect inventory from ultraviolet (UV) radiation and direct sunlight, which can embrittle plastic sleeves and degrade marking legibility. Finally, we account for atmospheric pressure. High altitude storage can increase internal pressure against the capacitor's seal, risking electrolyte leakage. Adage Components offers the best cost in the industry by combining these rigorous standards with efficient sourcing from vetted manufacturers. You can explore our full range of authentic parts by visiting our linecard today.
Reforming and Testing Protocols for Aged Inventory
Adage Components prioritizes inventory freshness to help our partners bypass the need for component reconditioning. However, global supply chain volatility occasionally results in "new old stock" (NOS) that requires technical intervention. Implementing the best practices for storing electrolytic capacitors includes a mastery of voltage reforming. This process chemically restores the aluminum oxide dielectric layer that thins during long term idleness. We provide the technical expertise and manufacturer pricing you'd expect from an elite partner, ensuring that even aged inventory meets the rigorous standards of your production MRP system.
Reforming is a precision operation. It's not as simple as powering up a circuit. Without a controlled approach, the high initial leakage current can cause internal gassing or thermal runaway. We recommend a disciplined protocol for any aluminum electrolytic capacitors that have been stored without voltage for more than two years. This proactive risk mitigation ensures that your automotive and commercial grade components maintain the reliability required for high stakes industrial applications.
The Voltage Reforming Procedure
The reforming process requires three distinct steps to ensure safety and component integrity. First, apply the rated DC voltage gradually through a 1k-ohm series resistor. This resistor is critical; it limits the current flow and prevents the capacitor from overheating while the oxide layer rebuilds. Second, maintain this voltage for 30 to 60 minutes. During this window, you'll monitor the leakage current as it drops back toward the datasheet specifications. Finally, discharge the capacitor safely through a suitable load. Never short the terminals directly, as this can damage the internal foil connections. Adage Components ensures all our partner suppliers follow these ISO certified handling procedures before components ever reach our state-of-the-art warehouse.
Electrical Verification and Quality Gates
Visual inspection is your first mandatory quality gate. If you see bulging, electrolyte leakage at the base, or discoloration of the plastic sleeve, scrap the component immediately. After a successful visual check and reforming cycle, use an LCR meter to verify that capacitance and ESR remain within the original manufacturer's tolerances. We suggest a strict decision matrix for aged inventory: components stored under two years in a controlled environment are generally ready for use; those between two and five years require reforming and LC testing. However, for high reliability applications, we recommend that any components stored over five years be scrapped. This commitment to quality is why we're a superior alternative to Tier 1 distributors. You can ensure your builds use only the most reliable parts by reviewing our linecard of authentic, vetted components today.
Strategic Sourcing: Mitigating Storage Risks with Adage Components
Adage Components acts as an elite partner for OEMs, transforming the logistical burden of inventory management into a competitive advantage. While understanding the best practices for storing electrolytic capacitors is vital for technical teams, procurement professionals know that the most effective way to prevent dielectric failure is to minimize storage duration. We offer manufacturer pricing and the best cost in the industry by sourcing directly from vetted manufacturers. This ensures your components haven't spent years in unmonitored transit or third party warehouses before reaching your production line.
Our global stocking programs are designed to reduce your need for excessive on-site inventory. We maintain strict lot control for both commercial and automotive grade components, providing a level of precision that matches the needs of high stakes industrial projects. By utilizing our amazing international logistics program, we deliver authentic parts to your facility in real time and on time. We act as a bridge between a fragmented marketplace and your specific production schedule, ensuring that every component meets rigorous quality standards before it's deployed.
Inventory Management and MRP Integration
We ensure a seamless integration with your existing MRP system to support just-in-time (JIT) fulfillment strategies. Our state-of-the-art warehouse operates on a rigorous First-In, First-Out (FIFO) inventory management protocol. This system ensures that newest lots are handled with the same precision as existing stock, while ensuring that inventory is moved into production well within its optimal shelf life. This disciplined approach eliminates the risks of "new old stock" and ensures your builds remain reliable in the field. You can explore our extensive range of aluminum electrolytic capacitors and other essential parts by visiting the Adage Line Card.
The Advantage of Private Label Quality Control
Adage Components provides a superior alternative to Tier 1 distributors by maintaining direct procurement channels that bypass the risks of aged stock. We don't just act as a vendor; we function as a strategic problem solver that conducts rigorous manufacturing audits to verify authenticity and performance. All our operations comply with international ISO certifications, ensuring that every capacitor meets the highest quality standards. We invite procurement officers to submit a BOM for a comprehensive cost and lead-time analysis. Our team is ready to provide a detailed briefing on how we can optimize your supply chain and deliver significant bottom-line benefits through logistical excellence and technical precision.
Securing Your Component Reliability Through Logistical Excellence
Effective inventory management is the difference between a resilient supply chain and costly production delays. By mastering the best practices for storing electrolytic capacitors, you ensure that every component in your MRP system maintains its dielectric integrity and performance specifications. From maintaining strict temperature windows to executing precise voltage reforming protocols, these technical standards are essential for mitigating the risks associated with aged inventory. Adage Components provides the infrastructure you need to eliminate these variables through our ISO-certified quality management and state-of-the-art climate-controlled warehousing.
Our strategic global stocking programs ensure your parts are protected from the moment they leave the factory. We offer manufacturer pricing and an amazing international logistics program to deliver authentic components in real time, on time. We act as a steady partner in a volatile market, providing the meticulous attention to detail necessary to inspect individual components for authenticity. Don't let aged inventory compromise your brand's reputation for quality. Optimize your component supply chain and access the best cost in the industry with Adage Components today. We're ready to integrate with your operations and solve your most difficult sourcing puzzles.
Frequently Asked Questions
Do electrolytic capacitors expire if they are never used?
Yes, electrolytic capacitors possess a finite shelf life even when unused. The liquid electrolyte eventually diffuses through the rubber seal, and the dielectric layer thins without an applied voltage. Most manufacturers specify a shelf life of 2 to 3 years. Adage Components manages this risk through JIT fulfillment and state-of-the-art warehouse practices that ensure your inventory stays within manufacturer specifications.
How can I tell if a 10-year-old electrolytic capacitor is still safe to use?
You shouldn't rely on a 10-year-old capacitor for high-stakes industrial applications. While you can check for bulging or leakage and test capacitance with an LCR meter, internal chemical degradation is often invisible. Even if it passes initial testing, the risk of premature field failure is high. We recommend scrapping components stored over five years to maintain the reliability of your automotive or commercial grade builds.
What is the maximum humidity level recommended for storing aluminum capacitors?
The industry standard maximum humidity level for storage is 75% relative humidity. Exceeding this limit leads to terminal oxidation and compromised solderability. Adage Components maintains strict humidity and temperature controls in our state-of-the-art warehouse to preserve component integrity. Following these best practices for storing electrolytic capacitors is essential for seamless integration with your production MRP system.
Why is voltage reforming necessary for capacitors stored longer than two years?
Voltage reforming is required to restore the aluminum oxide dielectric layer that dissolves into the electrolyte during idle periods. Without this process, the capacitor cannot handle its rated voltage. Applying a gradual charge through a current-limiting resistor allows the chemical layer to rebuild safely. This protocol is a critical part of the best practices for storing electrolytic capacitors that have exceeded a two-year storage window.
Does the shelf life of tantalum capacitors differ from aluminum electrolytic types?
Yes, tantalum capacitors generally offer a significantly longer shelf life than aluminum electrolytic types. Because tantalum capacitors use a solid electrolyte, they don't suffer from the evaporation or diffusion issues inherent in liquid-based components. This makes them more stable for long-term storage. However, we still recommend sourcing from vetted manufacturers to ensure all ISO certifications and quality standards are met before deployment.
What happens if I apply full voltage to an aged capacitor without reforming it?
Applying full voltage to an aged capacitor without reforming it results in a massive leakage current spike. This current can be up to 100 times the normal operating level. The resulting internal heat can lead to thermal runaway, gassing, or catastrophic component failure. Adage Components helps you avoid these risks by providing manufacturer pricing on fresh, authentic inventory that doesn't require complex reconditioning.
How should I store capacitors to maintain their solderability?
You should maintain a temperature-controlled environment between 15°C and 35°C with humidity below 75% RH. Keep components in their original factory moisture barrier bags with desiccant packs to prevent the oxidation of leads and terminals. Our amazing international logistics program ensures that these environmental standards are maintained from the factory directly to your facility, ensuring perfect solderability on your production line.
Can high-altitude storage damage the seals of electrolytic capacitors?
High-altitude storage poses a physical risk to non-hermetic capacitor seals. The lower atmospheric pressure at high altitudes creates a pressure differential that stresses the rubber end-seals. This can accelerate electrolyte leakage or cause the seal to fail entirely. Adage Components accounts for these environmental variables in our global stocking programs, ensuring your components are stored and transported under optimal conditions to maintain structural integrity.
Disclaimer
Cross-referenced components needs to be confirmed by the client with either spec. sheet or samples or both.
Please note, we use AI to help us, information is verified to be correct but we can not guarantee 100% accuracy.


