
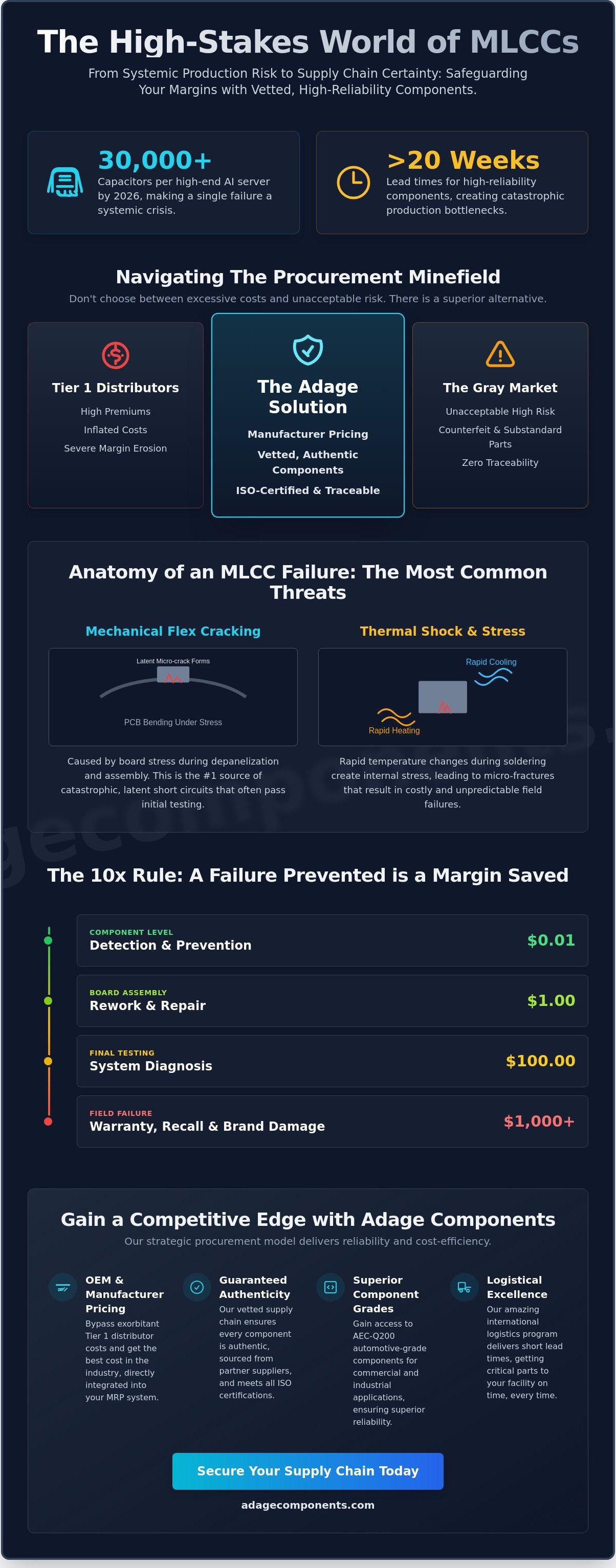
A single high-end AI server in 2026 can require up to 30,000 capacitors, making the cost of a board-level fracture a systemic production crisis rather than a minor repair. With lead times for high-reliability components currently exceeding 20 weeks, mastering common MLCC failure modes and prevention is the only way to safeguard your margins against catastrophic downtime. You shouldn't have to choose between the high premiums of Tier 1 distributors and the dangerous risks of the gray market. At Adage Components, we provide the technical expertise and manufacturer pricing required to keep your lines running without compromise.
We understand the frustration of production delays caused by component failure or logistical bottlenecks. This guide will provide the technical and logistical blueprint you need to eliminate these vulnerabilities while securing authentic, vetted components that integrate seamlessly with your MRP system. We'll examine the mechanics of thermal stress and flex cracking. We'll also detail the strategic sourcing protocols necessary to ensure every part meets AEC-Q200 Revision E standards, providing you with the same reliability as franchised distributors at a significantly better cost basis.
Key Takeaways
- Identify the technical triggers behind mechanical flex cracking and thermal shock to eliminate the most frequent causes of catastrophic short circuits in high-density boards.
- Implement specific Design for Manufacturability (DFM) protocols that address common MLCC failure modes and prevention by minimizing board-level stress during assembly.
- Evaluate the strategic benefits of upgrading to AEC-Q200 automotive-grade components for industrial applications to ensure superior reliability at a competitive cost basis.
- Optimize your procurement strategy by securing manufacturer pricing and short lead times, bypassing the high costs associated with traditional Tier 1 distributors.
- Protect your production line from substandard parts through a vetted supply chain that integrates authentic, ISO-certified components directly into your existing MRP system.
Understanding MLCC Vulnerability in High-Performance Systems
MLCCs are the workhorses of modern electronics, essential for decoupling, filtering, and energy storage across every industrial sector. Their high volumetric efficiency allows engineers to pack massive capacitance into increasingly small footprints. However, this density comes with inherent risks. As we move through 2026, the industry shift toward extreme miniaturization for AI servers and EV modules has pushed these components to their physical limits. Understanding capacitor failure modes is no longer just a design concern; it's a critical procurement requirement for maintaining a stable production line.
Adage Components views reliability through a different lens than typical Tier 1 distributors. We don't just rely on data sheets; we focus on rigorous manufacturer audits. In a market where demand often outstrips supply, the risk of substandard parts entering the chain is high. Knowing the common MLCC failure modes and prevention strategies ensures your production line remains zero-defect even as components get smaller and more complex.
To better understand how these ceramic components react under physical stress, watch this technical breakdown from EEVblog:
The Architecture of an MLCC
An MLCC consists of alternating layers of ceramic dielectric and metal electrodes, finished with termination layers for soldering. As designers demand higher capacitance in smaller packages, manufacturers must decrease the thickness of these ceramic layers. This increases the internal electric field strength, which significantly raises the risk of dielectric breakdown. Termination materials also play a vital role. High-quality terminations are essential to prevent solder-joint fatigue, especially in environments with high vibration or thermal cycling. We source exclusively from partner suppliers who prioritize structural integrity over simple cost-cutting, ensuring every part meets strict ISO certifications.
The Economic Cost of Component Failure
The "10x Rule" remains a harsh reality for OEMs in 2026. A failure that costs pennies to prevent at the component level will cost dollars during board assembly, hundreds during final testing, and thousands once the product is in the field. Beyond the direct financial impact, warranty claims and damage to brand reputation can be devastating. Adage Components provides a strategic advantage by offering OEM pricing on high-reliability parts. This allows you to afford higher-grade components, such as automotive-grade MLCCs, without exceeding your budget. By submitting your requirements through our BOM submission form, you can secure your supply chain while maintaining the best cost in the industry.
Primary MLCC Failure Mechanisms: Cracking, Dielectric Breakdown, and Thermal Stress
Mechanical Stress and Flex Cracks
The depanelization process, specifically during V-score breaking or routing, creates localized stress that can easily exceed the ceramic's tensile strength. Because ceramic is inherently brittle, even a minor board flex can initiate a micro-crack. These cracks are notorious for their latency. They don't always cause an immediate short circuit but can expand under operational vibration or routine thermal cycling. We recommend utilizing flexible termination technology, frequently marketed as "Soft Term," which incorporates a conductive epoxy layer to absorb mechanical energy. This design choice is a standard preventative measure for high-reliability systems where board flex is unavoidable.
Electrical Overstress (EOS) and Dielectric Failure
Dielectric breakdown occurs when the internal electric field exceeds the material's limit, often triggered by voltage spikes or excessive DC bias. Academic research on MLCC failure mechanisms highlights how manufacturing impurities in the ceramic slurry create weak points that lead to premature aging. When these impurities are present, insulation resistance drops over time. This leads to a localized melt-point and a permanent short circuit. At Adage Components, we mitigate this risk by sourcing exclusively from vetted manufacturers who maintain rigorous control over material purity and layer consistency, ensuring your components perform to their stated specifications.
Thermal shock is another critical mechanism that can compromise your production. Rapid temperature changes during wave soldering or manual rework cause internal delamination due to the mismatched coefficients of thermal expansion between the ceramic and the metal electrodes. Additionally, electrode migration acts as a silent killer in high-humidity environments. Moisture penetrates micro-cracks or porous terminations, allowing metal ions to bridge the dielectric layers and create a resistive leakage path. Preventing these failures requires a combination of engineering discipline and supply chain integrity. By securing authentic parts through our comprehensive product linecard, OEMs can ensure their designs are supported by components that meet the highest technical standards without the markup of traditional distributors.
Evaluating Component Grades: Commercial vs. Automotive MLCC Reliability
Selecting the correct component grade is a fundamental step in addressing common MLCC failure modes and prevention. While commercial grades suffice for consumer electronics with short lifecycles, industrial and high-performance systems require a more rigorous qualification profile. Adage Components supports both commercial and automotive grade components, ensuring our partners receive the exact reliability their MRP system demands. By offering manufacturer pricing on all grades, we eliminate the cost barrier that often prevents OEMs from upgrading to more robust parts.
AEC-Q200: The Gold Standard for Reliability
The AEC-Q200 standard, specifically Revision E updated in March 2023, represents the most stringent testing framework for passive components. Unlike commercial parts, AEC-qualified MLCCs undergo 1,000 hours of temperature cycling and 85/85 moisture resistance testing. These protocols are designed to expose latent defects like internal delamination or electrode migration before the parts ever reach your facility. Automotive-grade components are essential for high-vibration industrial environments where mechanical shock is a constant threat. Full lot traceability remains a mandatory requirement for these components, a standard we maintain through our state-of-the-art warehouse operations and vetted manufacturer audits.
Manufacturing audits differ significantly between grades. Automotive production lines utilize advanced Statistical Process Control (SPC) and automated optical inspection to target a zero-defect goal. Commercial lines focus on high-volume efficiency, which can occasionally lead to higher ppm failure rates. We bridge this gap by conducting our own rigorous inspections, ensuring that every part sourced through our partner suppliers meets the specific regulatory and technical requirements of your industry.
Matching Component Grade to Product Lifecycle
Determining whether your application requires automotive-grade reliability involves a "best cost" analysis. If your product operates in a high-stress environment or has a long field-life requirement, the initial investment in higher-grade parts prevents the massive costs of future warranty claims. For many industrial OEMs, the "Tier 1" reliability of automotive parts is no longer a luxury; it is a necessity for maintaining brand reputation. We provide the technical data required to make these decisions, balancing unit cost with long-term field performance.
Adage Components acts as a strategic problem solver by making these high-grade parts accessible. You can view our available inventory and technical specifications on the Adage Components linecard. Our international logistics program ensures that whether you need commercial-grade for a prototype or AEC-Q200 parts for mass production, your components arrive in real time and on time. We don't just sell parts; we provide a secure, authenticated bridge between global manufacturing capabilities and your specific engineering needs.
Engineering and Sourcing Strategies to Prevent MLCC Failure
Engineering reliability into a product requires more than just following a datasheet; it demands a synergy between PCB layout and strategic procurement. While design choices mitigate mechanical risks, your sourcing strategy ensures the physical integrity of the parts. Adage Components provides the manufacturer pricing necessary to justify higher-margin components, such as larger case sizes that offer superior voltage buffers. This approach addresses common MLCC failure modes and prevention by removing the financial pressure to use marginal components that barely meet minimum specifications.
PCB Layout Best Practices
Effective Design for Manufacturability (DFM) begins with capacitor orientation. We recommend placing MLCCs parallel to the board's long axis to minimize stress during bending. In high-stress areas near connectors or mounting holes, engineers should implement slits or keep-out zones to physically isolate the ceramic body from board-level strain. Additionally, optimizing pad dimensions is vital. Solder fillets that are too large create excessive tension on the termination during cooling, which can lead to internal cracking.
Logistics and Storage: Preventing Latent Defects
Even a perfectly designed board will fail if the components have been compromised by poor handling. Addressing common MLCC failure modes and prevention requires strict control over the entire lifecycle of the part, from the factory floor to your assembly line. Improper storage leads to the oxidation of termination layers, which causes poor solderability and brittle joints. Our state-of-the-art warehouse operations maintain strict ESD and moisture control protocols to ensure every part remains in pristine condition. This level of logistical precision is what allows us to offer an amazing international logistics program that integrates seamlessly with your MRP system. For more on supply chain safety, consult our detailed analysis on Strategic Sourcing for OEMs.
Strategic sourcing is your final line of defense. The gray market is a gamble. It often carries components with unknown storage histories or outright counterfeits that lack the structural integrity of authentic parts. By partnering with Adage Components, you gain access to vetted manufacturers and partner suppliers that provide the same quality as franchised distributors at a significant cost advantage. This allows for JIT delivery of authentic components, ensuring your production line remains zero-defect. To secure your supply chain and access our full inventory of high-reliability parts, explore the Adage Components product linecard today.
Strategic Procurement with Adage: Mitigating Risk through Vetted Sourcing
Technical mastery of PCB layout is irrelevant if the components themselves are compromised at the point of origin. Adage Components serves as a superior alternative to Tier 1 distributors by providing high-reliability components at OEM pricing. We solve the sourcing puzzle for high-volume OEMs who must balance rigorous quality with the best cost in the industry. Our approach to common MLCC failure modes and prevention centers on eliminating risk before the parts ever enter your MRP system. We don't just act as a vendor; we function as an elite partner that thrives on solving difficult sourcing puzzles with disciplined expertise.
The Adage Quality Assurance Protocol
Every batch of MLCCs undergoes a multi-stage inspection process within our state-of-the-art warehouse. We maintain a rigorous emphasis on quality to reassure our audience that we're a steady partner in a volatile market. All components are authentic, sourced exclusively from vetted manufacturers and partner suppliers. We maintain compliance with all ISO certifications to ensure professional-grade reliability across both commercial and automotive grade components. This meticulous attention to detail protects your production line from the hidden costs of substandard parts found in the gray market. By pairing speed with rigorous testing, we create a consistent link between rapid fulfillment and safety.
This dedication to quality and safety is a hallmark of high-reliability industries; for instance, GetMedicalDevice applies similar principles to the medical equipment supply chain, ensuring professionals have access to authentic products from leading brands such as Boston Scientific and Terumo.
Our amazing international logistics program ensures short lead times and gets products to your facility in real time, on time. We've built a massive infrastructure required to source materials anywhere in the world while retaining the precision necessary to inspect individual components for authenticity. This lean approach mirrors the efficiency we promise in our delivery processes. We act as a bridge between a fragmented marketplace and your specific operational needs, ensuring that your supply chain remains a competitive advantage rather than a liability.
Optimizing Your BOM Cost
Achieving a zero-defect production line shouldn't break your budget. We offer a drop-in replacement strategy for standard industry parts, allowing you to maintain technical specifications while securing manufacturer pricing. Our team provides comprehensive electronic components BOM cost analysis to identify significant savings without compromising safety. You can initiate this process by using our BOM submission form for a detailed cost analysis. This allows you to justify the use of higher-grade components by reducing the overall material spend.
Adage Components is perpetually ready for immediate operational engagement. We invite you to contact our technical support team for a manufacturing audit of your component needs. Whether you're dealing with the risk of counterfeit parts or the high costs of franchised distributors, we provide a definitive solution that integrates seamlessly with your existing systems. Trust our global scale and technical expertise to secure your production line for 2026 and beyond.
Securing Your 2026 Production Line with High-Reliability Components
Securing a zero-defect production line requires a shift from reactive troubleshooting to proactive supply chain management. We've established that technical mastery of common MLCC failure modes and prevention is only half the battle. The remaining half depends on the integrity of your sourcing partner. By integrating AEC-Q200 components with rigorous DFM protocols, you eliminate the latent risks of mechanical flex cracking and dielectric breakdown before they impact your margins. It's about building resilience into the very foundation of your hardware.
Adage Components stands as your strategic bridge between technical requirements and bottom-line savings. Our ISO 9001 certified quality management system and state-of-the-art warehouse ensure that every part is authentic and handled with extreme precision. We provide the direct manufacturer pricing you need to outperform competitors who are still overpaying Tier 1 distributors. Our amazing international logistics program delivers the components you need in real time, on time. It's time to stop gambling with the gray market and start building with confidence.
Submit your BOM for a cost and reliability analysis today
Frequently Asked Questions
What is the most common failure mode for MLCCs?
Mechanical flex cracking is the leading cause of failure, typically triggered during PCB depanelization or final assembly. This trauma creates micro-cracks in the brittle ceramic body that lead to catastrophic short circuits. We emphasize that common MLCC failure modes and prevention begin with understanding these physical vulnerabilities. Adage Components sources from vetted manufacturers who utilize advanced termination technologies to mitigate these specific mechanical risks.
How can I tell if an MLCC has failed in a circuit?
A failed MLCC usually presents as a low-resistance path or a complete short circuit. You can detect this during in-circuit testing (ICT) by measuring a drop in insulation resistance across the capacitor terminals. While extreme failures may show visible burn marks on the board, latent flex cracks often require cross-sectional analysis or acoustic microscopy to identify. We ensure all parts arriving from our state-of-the-art warehouse have passed rigorous electrical testing.
Is flex cracking preventable through circuit design?
Yes, implementing Design for Manufacturability (DFM) protocols can significantly reduce flex cracking risks. Engineers should orient capacitors parallel to the board's long axis and move them away from high-stress areas like mounting holes or V-score lines. We recommend using larger case sizes only when paired with flexible termination technology. This design strategy, combined with our common MLCC failure modes and prevention guidance, helps OEMs achieve zero-defect production lines.
Why do MLCCs short circuit instead of failing open?
MLCCs tend to short circuit because their internal structure consists of hundreds of closely spaced metal electrode layers. When the ceramic dielectric cracks or experiences electrical breakdown, these metal layers physically touch or are bridged by carbonized material. This creates a permanent, low-impedance path. Unlike some other capacitor types, the high energy density in a ceramic body makes an open-circuit failure much less likely under typical stress conditions.
What is the shelf life of a ceramic capacitor in an OEM warehouse?
The industry standard shelf life is typically two years, provided the components are stored in a controlled environment. The primary risk is the oxidation of the termination layers, which can compromise solderability and joint integrity. Adage Components manages this risk through our amazing international logistics program and climate-controlled storage. We ensure that parts integrate with your MRP system in real time, on time, and in pristine condition.
Can I replace a Tier 1 MLCC with a private label component safely?
You can safely replace Tier 1 components with Adage Components' private label parts, provided they meet the same technical specifications and ISO certifications. We offer direct manufacturer pricing, allowing you to secure the same reliability as franchised distributors at a lower cost basis. Every part we supply is authentic and sourced from partner suppliers who undergo our rigorous manufacturing audits. This drop-in replacement strategy is a core component of our value proposition.
What is the difference between X7R and C0G/NP0 dielectric failure rates?
C0G (NP0) dielectrics generally exhibit lower failure rates because they are more stable and less susceptible to aging or voltage stress. X7R dielectrics offer higher capacitance density but are more sensitive to DC bias and temperature fluctuations, which can accelerate dielectric breakdown. We support both grades and provide technical support to help you choose the right material for your specific reliability requirements and lifecycle management goals.
How does AEC-Q200 qualification reduce the risk of failure?
AEC-Q200 qualification involves significantly more rigorous testing than standard commercial grades, including 1,000 hours of temperature cycling and moisture resistance. This qualification ensures the component can withstand the extreme vibration and thermal shock found in industrial and automotive applications. By sourcing AEC-qualified parts through Adage, you leverage our vetted supply chain to minimize field failures and reduce the long-term costs of warranty claims.
Disclaimer
Cross-referenced components needs to be confirmed by the client with either spec. sheet or samples or both.
Please note, we use AI to help us, information is verified to be correct but we can not guarantee 100% accuracy.


